
























 We use West System epoxys for their high strength and adhesive values.
We use West System epoxys for their high strength and adhesive values.
It also fully protects the boat against water absorption and it can not develop the dreaded Osmosis.
We choose ATL Composite’s resin systems for their superior quality, reliability and value for money.
Having worked closely with the ATL Composites team and their products for many years, we know we can stand by their material solutions, and rely on great service should something unexpected happen.
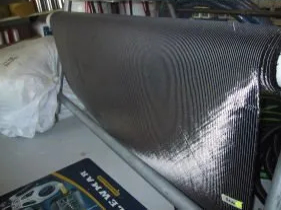
 We prefer Colan brand cloths for their quality and low resin absorption, custom made for Schionning Marine at six (6) stitches per square inch for easy wet-out and rounding corners.
We prefer Colan brand cloths for their quality and low resin absorption, custom made for Schionning Marine at six (6) stitches per square inch for easy wet-out and rounding corners.
This may not seem important but when working with a material for an extended period of time, the small things make all the difference.
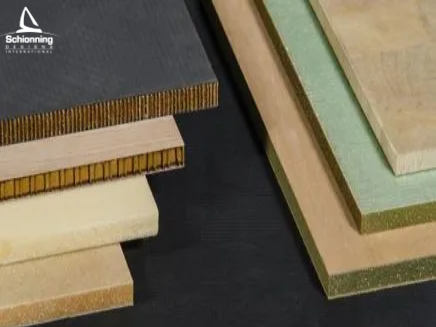
 The core choice is usually quite confusing. Cores have different capabilities and properties, and their benefits I feel are utilized fully in our catamaran designs. A quick look at their abilities:
The core choice is usually quite confusing. Cores have different capabilities and properties, and their benefits I feel are utilized fully in our catamaran designs. A quick look at their abilities: